ケーブル圧縮率とは、ケーブルをコネクタ端子やサポートスリーブでかしめる(圧着する)際に、導体やシールドがどの程度圧縮されているかを示す指標です。
圧縮率は圧着前後の導体断面積を比較して算出され、一般に %(パーセント) で表されます。

なぜ重要なのか?
・電気的性能
適正な圧縮率で圧着されていれば、導体間の密着が良くなり、接触抵抗が低下。伝送損失や発熱リスクを抑えられます。
・機械的信頼性
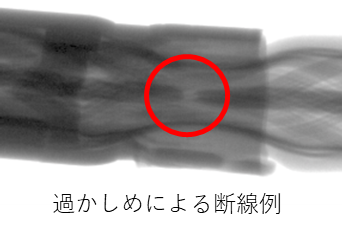
過度な圧縮(過かしめ)は導体の断線やシールド破損を招き、不足すると抜けやすくなるため、最適な範囲が求められます。
・環境耐性
車載用途では振動や温度変化が大きいため、圧縮率が不適切だと長期信頼性が確保できません。
・高速通信用コネクタでの重要性
特に高速通信用のコネクタでは、圧縮率が インピーダンスや挿入損失に直結します。わずかな差でも高周波信号に大きな影響を与えるため、ケーブルアッセンブリを行う際には極めて重要な管理項目となります。
高周波では小さな作業誤差も性能に影響するため、ローゼンバーガーのコネクタは自動機組立を前提に設計され、常に安定した伝送性能を確保しています。
適正な圧縮率の範囲
一般的に、ケーブル圧縮率は 15〜30%程度 が適正範囲とされています。
圧縮不足(例:10%未満)では緩みや接触不良の原因となり、過度な圧縮(例:40%以上)では導体の破断やシールド性能の低下を招きます。
国際規格としては USCAR-2、LV214、ISO 8092 などがありますが、これらは圧縮率の数値を直接定義しているわけではありません。
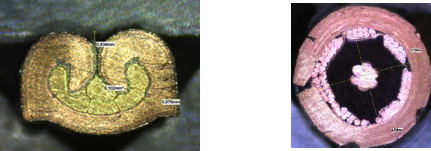
代わりに、断面観察(マイクロセクション)や引張強度試験による評価方法が規定されており、その基準に基づいて圧着品質を確認します。
したがって「15〜30%」という値は、規格そのものから導かれるのではなく、業界全体の実務経験やOEM/コネクタメーカー/ハーネスアッセンブリメーカーの設計指針に基づく一般的な目安です。
圧縮率管理の実務
・圧着端子設計:端子形状やダイス寸法の選定により、規定範囲の圧縮率を確保。
・工程管理:量産では 圧着荷重やダイス摩耗 を定期的に確認し、さらに かしめ高さやかしめ幅 を測定することで、安定した圧縮率を維持。
・検証方法:断面観察(マイクロセクション)で導体の密着度や空隙(void)を確認し、品質を保証。
まとめ
ケーブル圧縮率は、コネクタ圧着の品質を左右する重要なパラメータです。
適正範囲で管理することで、低接触抵抗・高機械強度・長期信頼性を実現できます。
特に高速通信用コネクタではインピーダンスや損失に影響するため管理が極めて重要であり、ローゼンバーガーは自動機組立対応設計によって安定した品質と高い再現性を提供しています。