EV(電気自動車)やHEV(ハイブリッド車)の普及により、自動車にはこれまで以上に大電流を扱うシステムが搭載されるようになりました。駆動用バッテリー、インバーター、DC-DCコンバーター、OBC(車載充電器)などでは数百アンペア規模の電流が流れています。
このような高電流回路では、わずかな接続抵抗の増加が発熱やエネルギーロスにつながります。
そのため、自動車業界では以前にも増して、
「できるだけ低抵抗で、長期間安定した接続」
が求められるようになっています。
こうした要求を満たす技術の一つとして広く活用されているのが超音波溶接です。
超音波溶接は、車載コネクタや高電圧コネクタをはじめ、ワイヤーハーネス、バスバー、電池タブなど、大電流を扱う接続部で幅広く採用されています。
これらの部品に共通するのは、「電流を流すために接続する」という点です。
しかし接続部は、単に金属同士を固定するだけの場所ではありません。
接続部の状態は、
・接触抵抗
・発熱
・電力損失
・長期信頼性
に直接影響します。
特にEVやHEVで使用される高電圧コネクタでは、接続品質そのものが通電性能や発熱特性、長期信頼性に直結すると言っても過言ではありません。
そのため、自動車業界では接続技術そのものへの関心が高まっています。
では、なぜ超音波溶接によって金属同士は接合されるのでしょうか。
なぜ低抵抗な接続が実現できるのでしょうか。
なぜ車載コネクタや高電圧コネクタの接続部で広く採用されているのでしょうか。
本記事では、超音波溶接の原理をできるだけ本質から解説します。
超音波溶接とは
その答えを理解するためには、まず金属同士が接触している状態とは何かを考える必要があります。
EVをはじめとする高電圧・高電流システムでは、大電流を安全かつ効率よく伝送する必要があります。
また、電池、電力機器、産業設備などの分野でも、
高い信頼性と低損失を両立した接続技術への要求が高まっています。
接続部に求められることは共通している。
それは、
「できるだけ抵抗なく、できるだけ安定して電流を流せること」
でということです。
接続抵抗が高ければ発熱が起きる。
発熱はエネルギーロスとなり、温度上昇や劣化の原因にもなる。
つまり金属同士の接続は、単なる固定技術ではない。
電気性能そのものを左右する重要部位なのです。
金属同士をつなぐ方法は数多く、はんだ、レーザー溶接、抵抗溶接、ねじ締結、かしめ、圧着など。
いずれも目的や条件に応じて使われる重要な接続技術です。
その中で、超音波溶接が選ばれる理由のひとつは、
「金属を溶かさずに、極めて低抵抗な接続を作れる」
ことにあります。
高電流用途では、接続部のわずかな抵抗増加が発熱につながります。
そのため接続技術には、
・低抵抗
・低発熱
・長期安定性
・耐振動性
が求められます。
超音波溶接は、こうした要求に応える接合技術として、ワイヤーハーネス、電池タブ、バスバー、電力端子など幅広い分野で活用されています。
しかし超音波溶接は、金属を液体にして混ぜる技術ではありません。
金属を固体のままつなぐ技術。
ここに、超音波溶接の面白さがあります。
“溶かす”接続には、境界が残る
一般的な溶接では、金属を一度液体化する。
・固体 → 液体 → 固体
つまり、
・溶け
・混ざり
・冷えて固まる
ことで接合する。
しかし液体化すると、
・凝固組織
・ボイド
・金属間化合物
・熱影響
・残留応力
などが生じることがあります。
もちろん、溶融溶接が悪いわけではありません。
用途によっては非常に強力な接合方法です。
ただし高電流接続では、界面状態がそのまま電気性能へ影響します。
・わずかな抵抗増加が発熱につながる
・その発熱が、さらに抵抗を変化させる
・接続部は、機械的な固定点であると同時に、電流が通過する機能部品でもある
そのため、接続部には「強さ」だけでなく、「電気の通りやすさ」が求められるのです。
超音波溶接は、“溶かさない”
一方、超音波溶接では通常、金属を溶融しません。
金属は固体のまま接合される。
・固体 → 固体
これを固相接合と呼びます。
超音波溶接では、
・表面膜を壊し
・新生面を露出させ
・金属面同士を密着させ
・界面をまたぐ金属結合を形成する
ことで接合します。
ここが本質的に違うのです。
熱で溶かして混ぜるのではなく、固体のまま、金属同士の境界を変化させていく。
超音波溶接は、金属表面を「接触している状態」から、「連続した金属状態」へ近づける技術です。
超音波溶接は、界面を“金属内部に近い状態”へ変えていく
接続抵抗とは、言い換えれば、
「電子が界面をどれだけ連続的に移動できるか」
となります。
金属内部では、電子は比較的自由に移動できる。
しかし接触界面では、
・酸化膜
・空隙
・汚染
・微小接触
が障害になります。
普通の接触では、金属同士が全面でつながっているように見えても、実際には限られた点でしか触れていません。
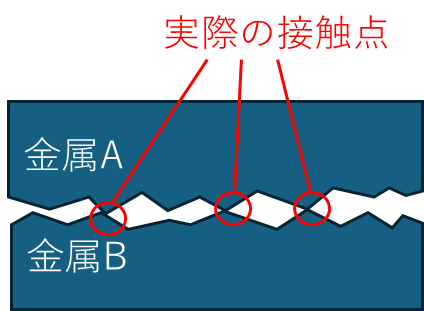
電流は、この限られた接触点を通る。
接触点が少なければ、電流経路は細くなる。
酸化膜が残っていれば、さらに流れにくくなる。
これが接触抵抗です。
しかし超音波溶接では、界面そのものが変化していきます。
最初は局所接触だった界面が、

のように、接触領域を広げながら変化していく。
さらに界面距離が縮まると、界面が原子レベルまで近づくことで、電子状態が界面をまたいで連続的になりやすくなります。
すると接合界面は、
「2つの金属が触れている状態」
というより、
「ひとつの連続した金属状態」
へ近づいていきます。
これが、超音波溶接が極めて低抵抗になりやすい理由です。
金属表面は、見た目ほど“平ら”ではない
一見すると滑らかに見える金属表面。
しかしミクロの世界では、表面には無数の凹凸が存在しています。
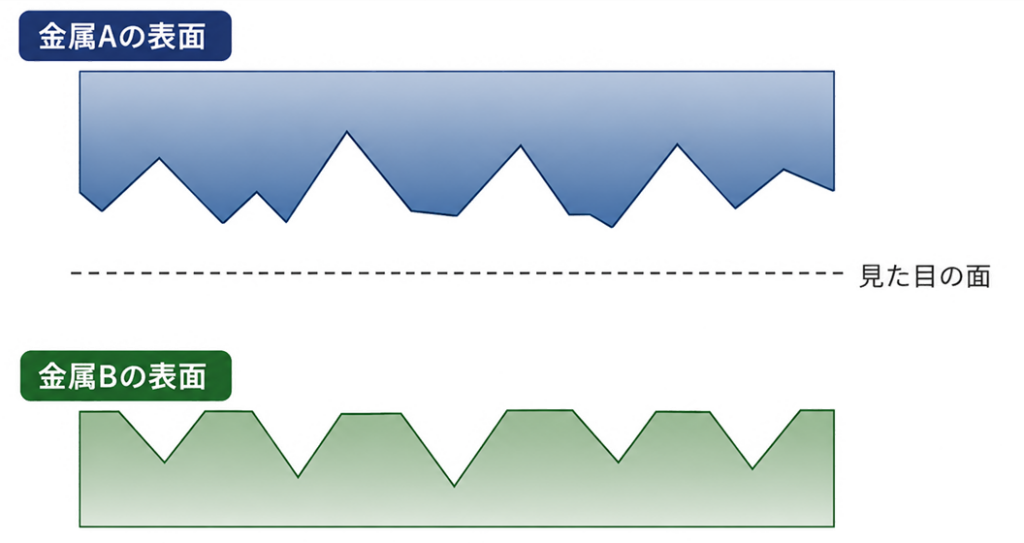
2つの金属を押し付けても、最初から全面がぴったり触れるわけではありません。
実際に接触するのは、突起の先端だけです。
つまり、見かけ上は面接触でも、実際には点接触の集まりに近い。
この接触点では、力が小さな領域に集中し、そこへ超音波振動が加わると、表面の突起は押し潰され、擦られ、変形していきます。
ここから接合が始まります。
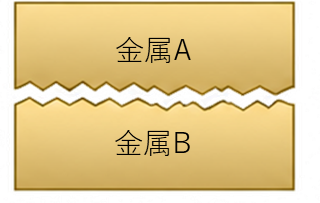
金属表面には「邪魔者」がいる
もう一つ重要なのは、金属表面は裸の金属ではないということです。
空気中に置かれた金属表面には、酸化膜、吸着水、油分、汚染物などが存在します。
これらは非常に薄いですが、金属同士が直接向き合うには十分な障害になりえます。
金属同士を押し付けても、実際には下記のようになっています。
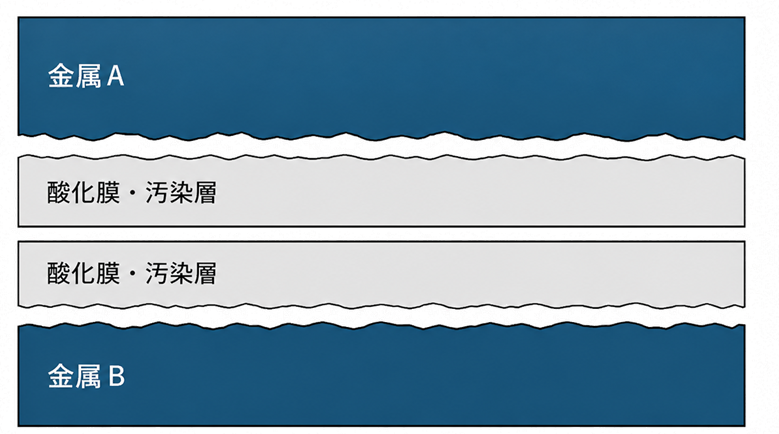
この状態では、金属Aと金属Bは本当の意味では向き合っておらず、間に薄い膜が挟まっています。
超音波溶接では、荷重をかけながら高速の振動を与えます。
この振動により、接触点では微小な滑り、せん断、塑性変形が起きます。
すると、
表面の膜が割れる。
削れる。
押し出される。
分散する。
その結果、内部の新しい金属面が露出します。
これを「新生面」と呼びます。
なぜ“超音波”なのか
ここで疑問が出てきます。
Q:なぜ数十kHzもの超音波なのか。
Q:もっと低い周波数で大きく擦っても、同じように表面膜は壊せるのではないか。
実際、広い意味では似た現象は起きます。
摩擦圧接や鍛接も、
・表面を壊し
・新生面を出し
・金属同士を近づける
という意味では近い。
しかし超音波には、大きな違いがあります。
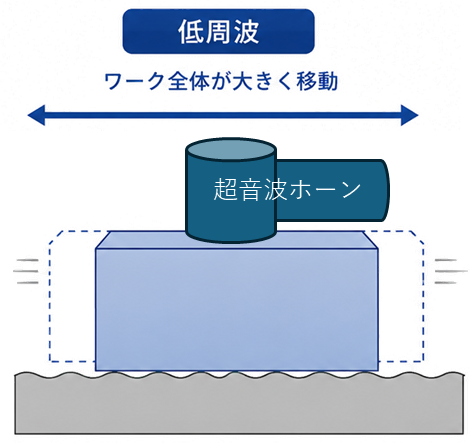
超音波は、“界面だけ”を変形させる
低周波で大きく擦る場合、ワーク全体が動きやすい。
すると、
・位置ずれ
・摩耗
・不要変形
・曲がり
が起きやすい。
さらに、加えたエネルギーがワーク全体へ逃げやすい。
一方、超音波では振幅が極めて小さい。
しかし振動速度は非常に高い。
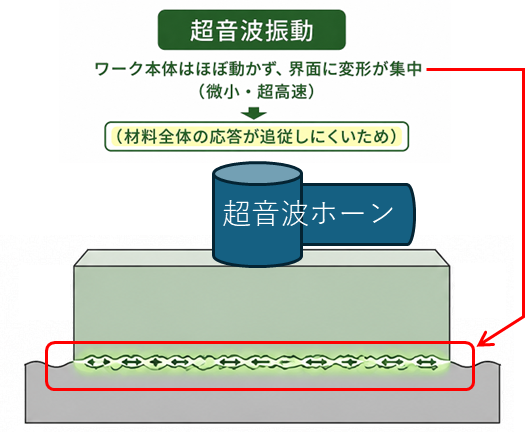
このとき材料全体を大きく動かすというより、
「界面近傍だけに変形が集中」
しやすくなります。(材料全体の応答が追従しにくいため)
低い周波数で大きく動かすと、材料全体が応答してしまう。
ワーク全体がずれたり、曲がったり、逃げたりする。
しかし超音波領域では、変位は小さいまま、界面には極めて速い繰り返しせん断が入ります。
材料全体を動かしたいのではない。
接合したい界面近傍へ変形を集中させたい。
この要求に、超音波は適しています。
超音波は、“界面だけ”を猛烈に揺さぶっている
超音波溶接では、ホーンと呼ばれる工具でワークを押さえながら、超高速の横振動を与えます。
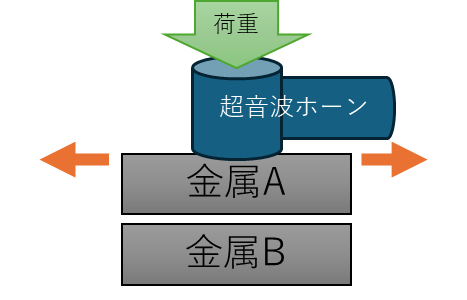
振動数は数十kHz。
しかし振幅は数µm〜数十µm程度しかありません。
つまり、大きく擦っているわけではないのです。
むしろ、
「界面だけを極端な速度で揺さぶっている」
という状態に近いです。
この微小で高速な振動が、表面膜を壊し、突起を潰し、新生面を近づけます。
ローレットは、振動を逃がさないためにある
金属超音波溶接では、ホーン先端にローレット状の凹凸が設けられることが多いです。
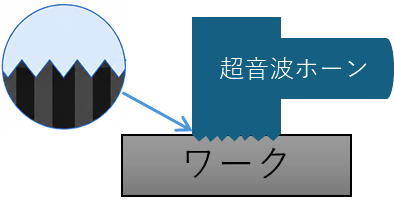
もしホーンとワークの間で滑ってしまうと、本来界面へ送り込みたい超音波エネルギーが途中で逃げてしまう。
ローレットはワークへ食い込み、
・ホーン
・ワーク
・アンビル(土台)
を一体化させます。
すると振動が逃げず、接合界面へ集中して入ります。
ローレットは単なる滑り止めではなく、超音波振動を界面まで伝えきるための構造でもあるのです。
金属は、なぜ“くっつく”のか
ここからが超音波溶接の核心となります。
金属がくっつく理由は、突き詰めると電気の力に行き着く。
金属原子の中心には、正の電荷をもつ原子核がある。
その周囲には、負の電荷をもつ電子が存在する。
正と負は引き合う。
この性質を表すもっとも有名な式が、「クーロンの法則」です。

ここで大切なのは式そのものではなく、正の電荷と負の電荷が引き合う、ということです。
物質が形を保っている理由の多くは、この電磁気的な相互作用にあります。
金属がくっつくという現象も、この延長にあります。
金属の中では、電子が広がっている
金属の特徴は、電子が比較的自由に動けることです。
金属中の電子は、特定の原子にだけ強く縛られているわけではなく、多数の原子の間を広がって存在している。
よく「電子の海」と表現される。
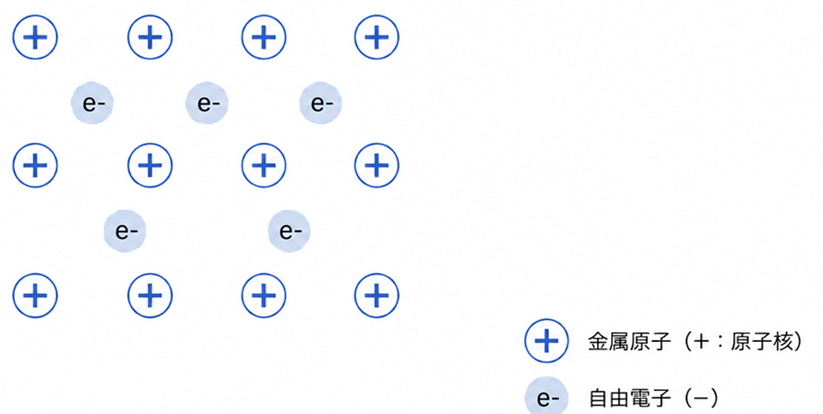
電子は負電荷を持つ。
原子核は正電荷を持つ。
自由電子が複数の原子の間に広がることで、金属結合が形成される。その結果、金属全体が安定した状態になるのです。
界面が“消え始める”瞬間
超音波によって界面同士が十分近づくと、
だったものが、
へ近づいていく。
ここでは、A側とB側で分断されていた電子状態が、界面をまたいで連続的になり始めます。
すると自由電子は、
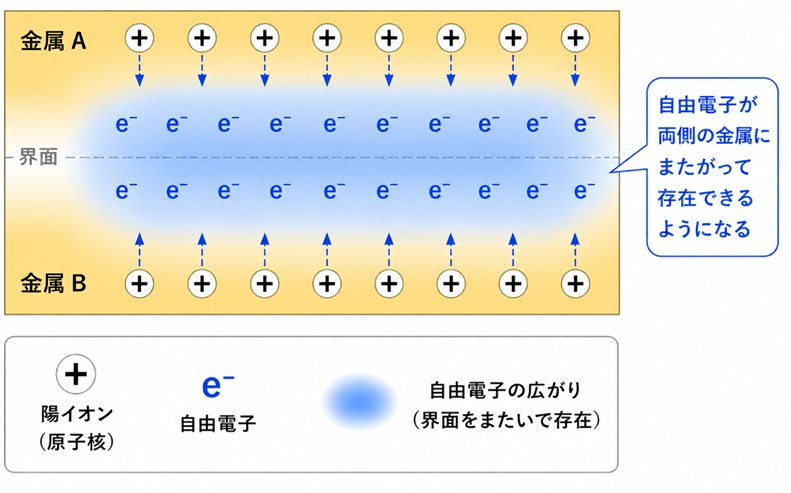
両側の金属にまたがって存在できるようになることで、界面をまたぐ金属結合が形成される。
つまり、
「離れている状態」より、
「つながった状態」のほうがエネルギー的に安定になるのです。
超音波溶接とは、この状態を界面で人工的に作り出している技術とも言えます。
摩擦と超音波溶接は、どこが違うのか
金属同士を擦ると、接触点では一瞬だけ凝着が起きることがあります。
通常の摩擦では、この凝着はすぐに引きちぎられる。

一方、超音波溶接では、この小さなくっつきを破壊で終わらせません。

へ進ませる。
つまり超音波溶接は、
「本来は摩擦で壊れていた現象を、接合成長へ変換している」
とも言えます。
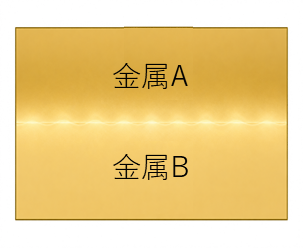
接合とは、“別々”でなくなること
超音波溶接後の界面を電子顕微鏡で観察すると、境界が極めて曖昧になっていることがあります。
それは、
「2つの金属が触れている」
というより、
「界面をまたぐ金属結合が形成された状態へ近づいている」
ためです。
超音波溶接は、単なる振動技術ではない。
それは、「金属同士の境界を、固体のまま少しずつ曖昧にしていく技術」です。
そしてその最深部では、電子と原子核の電磁気的な相互作用が、界面を“ひとつの金属状態”へ変えていきます。
金属は、条件が整えば本来つながる。
超音波は、その条件を界面でつくり出しています。
なぜEV・HEV向け車載コネクタで超音波溶接が使われるのか
超音波溶接は、単に金属を接合する技術ではありません。
接触抵抗、発熱、長期信頼性に直結する接続界面そのものを制御する技術です。
EV・HEV向け高電圧コネクタやワイヤーハーネスで広く採用されている背景には、この界面制御能力がある。
超音波溶接の本質は、振動ではなく界面制御にある。
金属は条件が整えば本来つながる。
超音波は、その条件を界面で作り出しているのである。